關鍵詞 |
陜西激光淬火設備,激光淬火設備廠家地址,咸陽激光淬火設備,激光淬火設備價格 |
面向地區 |
激光淬火也存在一些缺陷:
1.淬火溫度高,工件表面硬化溫度高容易變形。
2.需要淬火介質,容易損壞工件表面的光潔度。
3.使用不方便,不連續作業。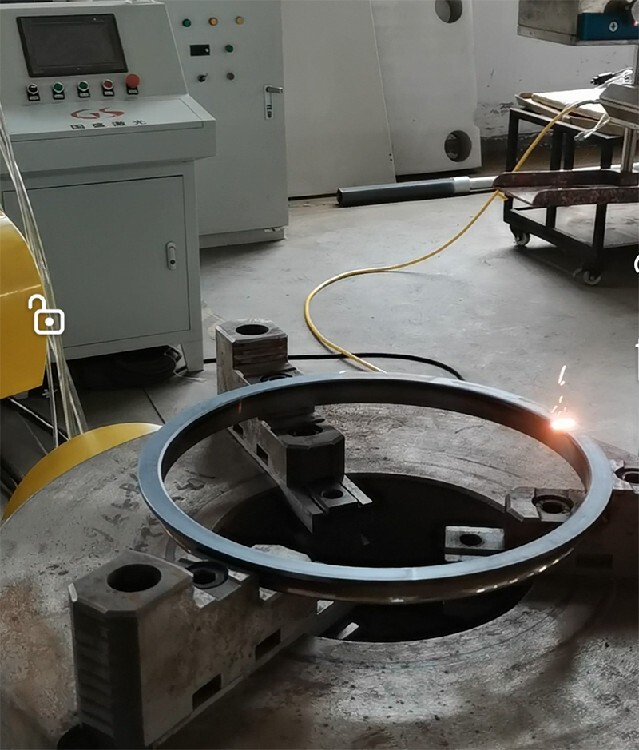
激光淬火修復技術工藝步驟
(1)工藝流程:將大齒輪夾緊在激光加工機床上,清除齒輪齒面的油污和銹斑;在需要激光加工的齒面和軸頸部位噴涂吸光涂料,然后用激光加工程序對齒面(齒頂、齒根等)進行淬火。).
(2)淬火工藝參數:激光淬火后的齒面硬度范圍可控制在HRC35— 45之間;硬化層的深度為0.4-0.6毫米;激光功率為2.0-3.5 kw;淬火速度為10–50mm/s,根據齒輪齒面、齒根和齒頂對材料表面硬度的不同要求,采用數控系統分段分區改變工藝參數,獲得相應的激光硬化層。激光淬火后,不回火,齒面表面粗糙度基本不變。
(3)激光熔覆的工藝指標:單層激光熔覆厚度可根據需要在0.2-2.5毫米之間調整。激光熔覆層的硬度可根據工件的要求在HRC 25-60之間調節。對于大型鋼齒輪,可以不預熱直接包覆。熔覆層均勻連續,無裂紋、氣孔等冶金缺陷。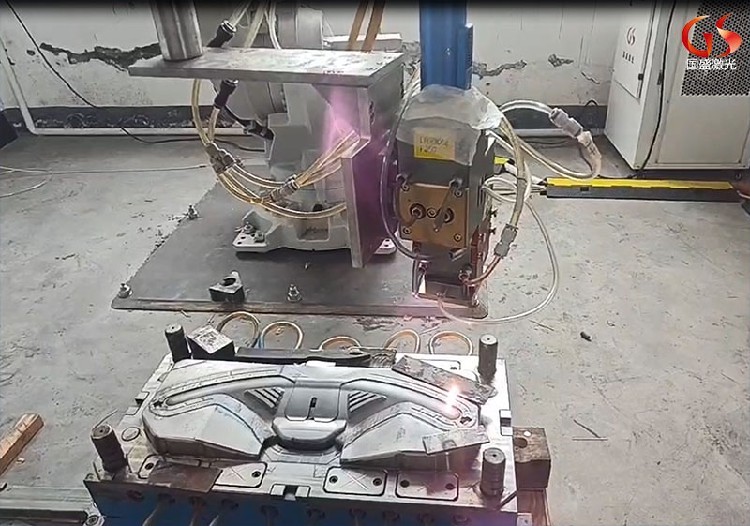
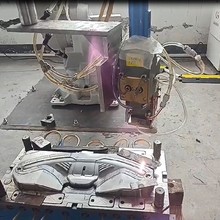
激光淬火加工在拉伸機角鉗口上的實施
1、 前處理
在進行激光淬火之前,需要對拉伸機角鉗口進行清洗和預處理,以去除表面的油污、銹跡和氧化層,確保激光束能夠準確、地作用于材料表面。此外,還需根據具體需求,對淬火區域進行標記,以確保加工過程的準確性和一致性。
2、激光淬火過程
激光淬火過程通常包括預熱、快速加熱、保溫和快速冷卻四個階段。預熱階段旨在減少淬火過程中的熱應力和變形;快速加熱階段則利用高能激光束迅速將材料表面加熱至奧氏體化溫度以上;保溫階段使材料充分奧氏體化;而快速冷卻階段則通過自冷或輔助冷卻方式,使材料表層迅速冷卻至馬氏體轉變溫度以下,從而實現表層硬化。
3、后處理
激光淬火完成后,還需對角鉗口進行后處理,包括去應力退火、回火以及表面處理等。這些步驟有助于消除淬火過程中產生的殘余應力,提高材料的綜合性能,并確保角鉗口在使用過程中具有更好的穩定性和可靠性。
激光淬火生產中的主要問題
根據激光表面淬火技術研究中的工藝參數及其內在聯系可以知道,在激光淬火生產過程中,操作者對工藝參數的控制非常嚴格,工藝穩定性差是必然的。產生這種現象的主要原因是光斑的功率密度和激光的不均勻性影響淬火過程的穩定性;光斑形狀對硬化層均勻性的影響:激光表面淬火難以大面積硬化層;工件初始狀態對激光淬火質量的影響。
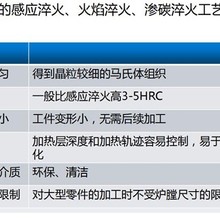
激光淬火的特點以及幾種不同的表述方式:
1、加工:通過快速加熱(105~106oC/s)和快速自冷(105 oC/s)的方式,可以提高掃描速度和生產率,從而取代傳統的淬火方式。
2、 淬火質量均勻可控:激光相變硬化相比常規相變硬化具有更高的硬度,可獲得極細的硬化層組織。采用大功率的激光器,可以實現硬化層深達2mm。淬火質量可以控制,并且激光相變硬化比常規相變硬化更具有優勢,硬化層可以更細,同時采用大功率激光器可以提高硬化層的深度至2mm。
3、加工變形小:由于激光加熱速度快,所以熱影響區相對較小。這導致相變硬化應力和變形相對較小。
4、淬火區域可選: 可以用于淬火的區域有多種選擇,能夠對形狀較為復雜的零件,以及無法使用其他常規方法進行處理的零件進行硬化處理,例如帶有凹槽的零件等。
5、自動化程度高:工藝過程可以通過計算機控制實現自動化,從而實現高自動化程度。這種高自動化程度使得產品生產過程可以納入自動化流水線中,從而提高生產效率。
6、綠色環保: 激光相變硬化熱量傳導自冷,無需使用水、油等冷卻介質,也無需添加功能合金材料,實現了環保和節能。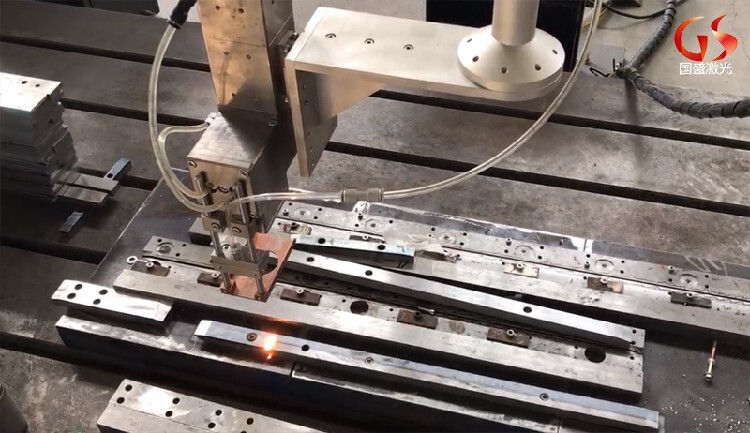
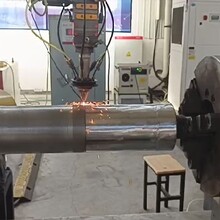
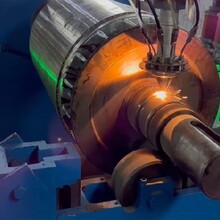
激光表面淬火原理
激光淬火技術是利用聚焦的激光束作為熱源照射待處理工件表面,使待硬化部位的溫度瞬間急劇上升,形成奧氏體,然后通過快速冷卻獲得馬氏體或其他晶粒細小結構的硬化層的熱處理技術。

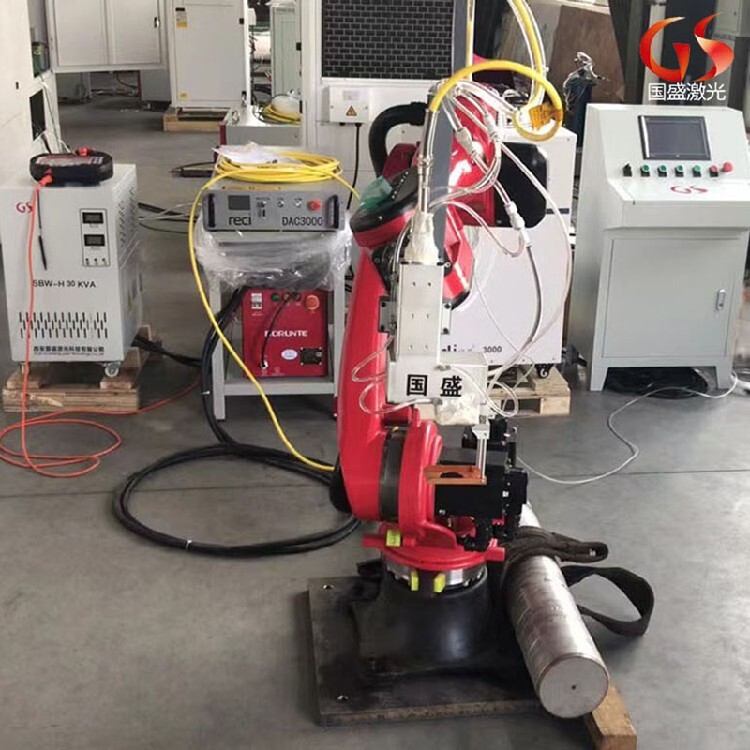
西安國盛激光科技有限公司成立于2015年(旗下全資子公司陜西國昌熔覆激光科技有限公司),公司建有西安航天研發設計中心、渭南生產基地。國盛激光是一家從事自動化激光熔覆設備、高速激光熔覆設備、激光淬火設備、激光焊接設備、3D打印設備的研發、制造、銷售于一體的高科技企業。為客戶提供結構功能一體化激光增材制造技術的全套解決方案。國盛激光始終重視創新和研發,工程師團隊涵蓋激光熔覆設備等項目研發、設計、開發、檢測、分析、售前售后服務等。憑借龐大的技術資源,雄厚的研發力量,的生產技術,的交付周期,靈活的技術服務,為客戶提供高性價比的產品與服務。