





關(guān)鍵詞 |
嘉峪關(guān)激光淬火設(shè)備,激光淬火設(shè)備加工,甘肅激光淬火設(shè)備,激光淬火設(shè)備修復(fù) |
面向地區(qū) |
激光淬火技術(shù)在汽車模具中的應(yīng)用
1、拉絲模淬火凸R位置及板料流量大的表面需要有高耐磨性,即高硬度。
由于淬火面積較大,常規(guī)的火焰淬火或感應(yīng)淬火會造成工件較大的熱變形,導(dǎo)致無法模具的精度,進而需要添加其他工藝手段來,這必然導(dǎo)致模具加工周期長,且容易出現(xiàn)硬度不穩(wěn)定的情況。因此,我們改用激光淬火的方法,使工件的變形很小,甚至沒有變形,不需要增加其他工藝手段就可以滿足質(zhì)量要求。
我們采用激光淬火對某車型的車門內(nèi)板進行淬火,通過藍(lán)光掃描檢測淬火前后的表面變化,激光淬火后的模具表面能夠滿足精度要求。
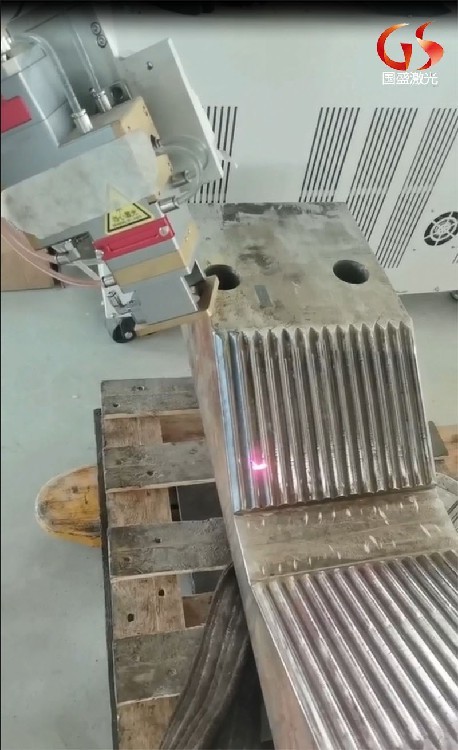
2、鑲件表面淬火:汽車模具上鑲件的表面淬火主要是指修邊模修邊鑲件的淬火和整形模整形鑲件的淬火。
對于切邊鑲件或整形鑲件,常規(guī)火焰淬火后鑲件變形較大,淬火后需要進行二次加工消除變形。工件生產(chǎn)周期長,淬火硬度難以控制。特別是成型鑲件,由于成型表面需要淬火,淬火面積大,極易發(fā)生回火,導(dǎo)致表面硬度不合格。經(jīng)過研究和實踐,我們發(fā)現(xiàn)激光淬火可以有效控制鑲件的變形和硬度不合格。
3、應(yīng)用激光淬火優(yōu)化模具加工工藝與傳統(tǒng)火焰淬火相比,激光淬火可以優(yōu)化模具加工工藝,從而有效縮短制造周期,降低制造成本。以下是火焰淬火和激光淬火的工藝流程對比。
火焰淬火模具加工工藝流程:表面粗加工→半精加工→火焰淬火→加工消除變形→鉗工裝配→表面精加工→調(diào)試→研究→發(fā)貨。
激光淬火模具加工工藝流程:表面粗加工→半精加工→鉗工裝配→表面精加工→激光淬火→調(diào)試、研配。
采用激光淬火模具,淬火前進行表面精加工,不僅避免了變形過程,提高了精加工效率,而且采用激光淬火方式的模具加工效率比采用火焰淬火方式提升了 30%以上。
4、激光淬火對模具表面質(zhì)量的影響。與傳統(tǒng)淬火方法相比,采用激光淬火方法的模具表面變形小,硬度均勻。因此,淬火是在表面精加工到位后進行的。
采用火焰淬火的模具精加工后型面出現(xiàn)臺階差,導(dǎo)致型面質(zhì)量不合格。而采用精加工到位再激光淬火方式的模具,由于型面在精加工時沒有硬度,加工時不會出現(xiàn)這種情況;精加工到位后進行激光淬火,由于淬火后變形很小,能獲得良好的模具表面質(zhì)量,滿足客戶對模具表面質(zhì)量的要求,
激光淬火技術(shù)在鋼鐵行業(yè)的應(yīng)用實例
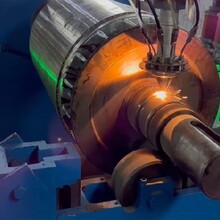
1、軋輥的激光合金化
軋輥是軋鋼機中產(chǎn)生金屬連續(xù)塑性變形的主要工作部件和工具。長期惡劣的工作條件會導(dǎo)致表面起皮、裂紋甚至斷裂。用激光對軋輥進行合金化處理,可有效延長軋輥的使用壽命。通過棒輥激光合金化處理,不變形、耐高溫、耐腐蝕,鋼材通過能力顯著提高。
2、輥底式激光淬火
爐底輥作為高溫板坯傳輸媒介,長期在充斥腐蝕性氣體的高溫環(huán)境下工作,與高溫板坯直接接觸的輥環(huán),表面易出現(xiàn)粘鋼、結(jié)瘤、氧化、腐蝕、磨損、高溫蠕變等現(xiàn)象,特別是由粘鋼和結(jié)瘤造成的板坯下表面凹坑、劃痕、重皮等各類質(zhì)量缺陷,在硅鋼、冷軋原料等軟鋼上表現(xiàn)的尤為。在輥環(huán)表面激光淬火一層耐高溫、抗氧化、耐磨損的新材料。爐底輥在使用壽命期間表面結(jié)瘤或氧化皮疏松、剝落,可能影響鋼板,鋼坯的后續(xù)軋制質(zhì)量,可有效提高生產(chǎn)線的經(jīng)濟效益。激光淬火技術(shù)可對各種導(dǎo)軌、大型齒輪、軸頸、氣缸內(nèi)壁、模具、減震器、摩擦輪、滾輪、和滾輪零件等表面進行強化處理。適用材料為中、高碳鋼和鑄鐵等。
激光淬火預(yù)處理工藝的選擇:
1、材料的選擇
對于激光淬火零件,應(yīng)根據(jù)其所用材料,確定所需零件的激光淬火工藝方案。如果零件是由碳、氮或鉻等元素組成的,則應(yīng)在激光淬火之前進行脫碳處理。
2、工件材料尺寸大小和形狀的選擇
一般情況下,工件材料的尺寸越小,其熔點越高,相對地冷卻速度越慢。因此,對一般鋼材而言,當(dāng)激光功率密度不大時其適宜尺寸較小;對于耐磨性要求較高但尺寸又較大的零件而言,宜采用高功率密度激光淬火工藝方案。
激光淬火預(yù)處理的目的:
1、獲得金屬基體表面均勻、致密、無缺陷及低雜質(zhì)的表層組織;
2、獲得高致密性表面結(jié)構(gòu)和良好的耐磨性能;
3、獲得均勻一致的表面力學(xué)性能,提高工件表面光潔度、降低疲勞強度和延長使用壽命;
4、使工件在高溫下保持良好的熱穩(wěn)定性。
齒輪激光淬火優(yōu)點:
1、特殊優(yōu)點:齒輪經(jīng)過激光淬火后,齒面硬,根軟。
2、耐磨性高:經(jīng)過激光淬火處理的齒輪硬度高,金相組織細(xì)密,比傳統(tǒng)淬火工藝具有更好的耐磨性。激光淬火使組織產(chǎn)生壓應(yīng)力,提高齒輪的抗疲勞能力。
3、變形小:激光淬火齒輪齒形變形在0.01mm以內(nèi),無裂紋,并能保持原有的表面粗糙度。激光淬火后的齒輪可直接安裝使用。
4、生產(chǎn)周期短:由于激光淬火變形小,一般不需要再次磨削齒輪,簡化了生產(chǎn)工藝,提高了生產(chǎn)效率,降低了生產(chǎn)成本。
5、擴大齒輪材料選擇范圍:可采用鋼種制造齒輪,并可通過激光淬火提高齒面硬度,使用要求。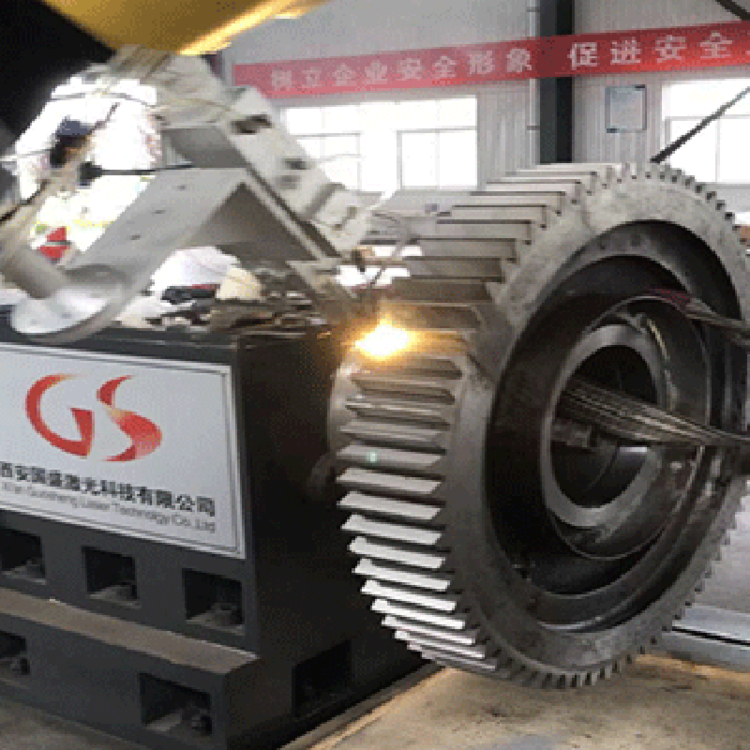
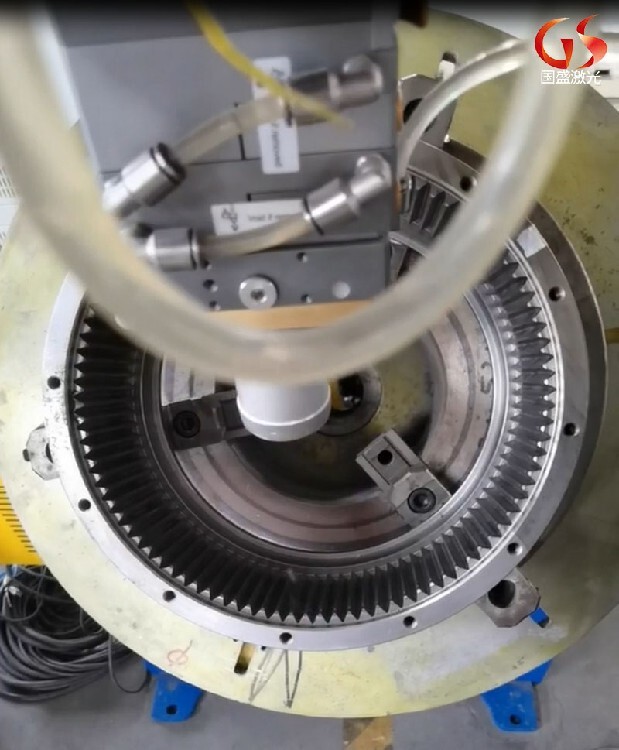
齒輪激光淬火工藝:
一、表面預(yù)處理涂層:為了提高金屬表面對激光的吸收率,在激光熱處理之前需要對材料的表面進行處理,即在需要激光處理的金屬表面進行涂層處理一層對激光具有高吸收能力的涂料。表面預(yù)處理方法有磷化、表面粗糙度改善、氧化、噴(刷)漆、涂層等方法,其中噴(刷)漆較為常用。
二、軸向分齒掃描:齒輪激光淬火軸向分齒掃描是利用寬帶激光束對齒輪進行激光淬火的掃描方法。寬帶激光束掃描常采用多束光組成寬帶,激光束沿齒輪軸向移動進行掃描,一次可掃描一個齒面。分齒運動旋轉(zhuǎn)一個齒距后,激光束掃描另一個齒面,逐個掃描,直至掃描完整個齒輪的所有齒面。
————— 認(rèn)證資質(zhì) —————
大連本地激光淬火設(shè)備熱銷信息